 EN
EN
 AR
AR
 HR
HR
 BG
BG
 FI
FI
 NL
NL
 DA
DA

Може ли броят зъби на греда да е по-малък от 17?
Предавките са широко използван вид компонент в ежедневието, независимо дали става въпрос за авиация, товарни кораби, автомобили и т.н. При проектирането и обработката на зъбни предавки обаче има изисквания за броя на зъбите. Някои твърдят, че скоростните зъби с по-малко от 17 зъба не могат да се въртят, докато други посочват, че има много скоростни зъби с по-малко от 17 зъба, които функционират правилно. Всъщност и двете твърдения са верни. Знаеш ли защо?
 Защо броят на зъбите е 17?
Защо броят на зъбите е 17? 
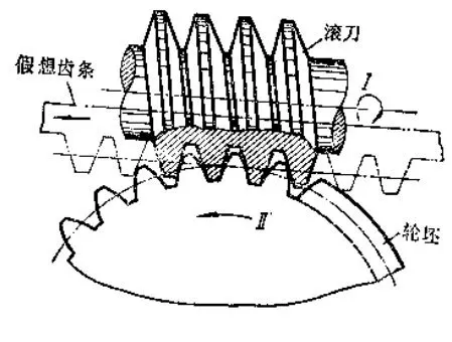
Защо е 17 конкретно, а не друго число? А за номер 17 - това е свързано с метода на производство на предавките. Както е показано на фигурата по-долу, широко използван метод е използването на печка за рязане.
Когато броят на зъбите е малък, се случва явление, наречено подрязване, което влияе на здравината на произведените съоръжения. Какво е подценяване? Това означава, че коренът е отрязан. Обърнете внимание на червената кутия на фигурата:
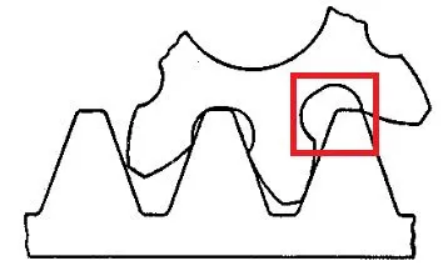
Когато пресечната точка на зъбния връх на съоръжението и на линията на пробив надвишава граничната точка на оцветяване на режената съоръжение, част от непроверения зъбния профил в корените на съоръжението се отстранява. Това явление се нарича подценяване.
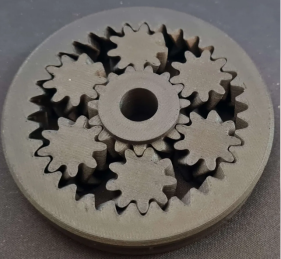
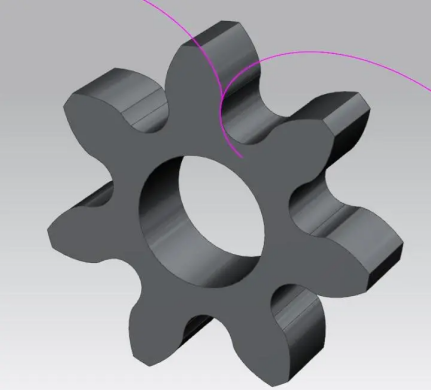
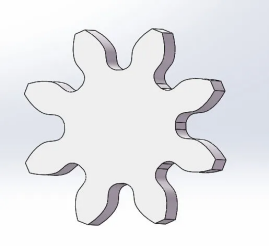
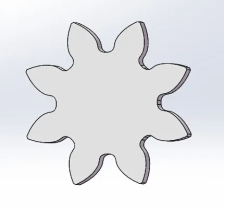
Във връзка с това, при какви обстоятелства може да се избегне подбиване на цените? Отговорът е в числото 17, което съответства на коефициент на височина на зъбния върх от 1 и ъгъл на натиск от 20 градуса. Първо, зъбите могат да се въртят, защото горните и долните зъби трябва да формират добра връзка на предаването. Само когато връзката между двете е на място, тяхното функциониране може да бъде стабилна връзка. Като се вземат за пример инволтирани зъби, добрата мрежа между двете зъби може да играе своята роля, която се разделя на два вида: цилиндрични зъби с прави зъби и спираловидни цилиндрични зъби. Стандартната права предавка има коефициент на височина на зъбната върха 1, коэффициент на височина на корена на зъба 1,25, и ъгъл на налягане от 20 градуса При обработка на предавките, ако предавката е празна и инструментът е като две предавки. Ако броят на зъбите на празното е по-малък от определена стойност, коренът на зъба се изкопава, което се нарича подрязване. Ако подрязването е твърде малко, то ще повлияе на здравината и стабилността на съоръжението. 17-те, споменати тук са за предавки. Ако не говорим за ефективността на работата на предавката, без значение колко зъби има, тя ще работи и ще може да работи. Освен това, 17 е първо число, което означава, че съвпадението на зъб на предавката и друг зъб на предавката е минимално в определен брой кръгове, и силата няма да бъде в една и съща точка за дълго време. Предавките са прецизни инструменти, въпреки че ще има грешки на всяка предавка, но шансът за износване на вала, причинено от 17, е наистина твърде голям, така че ако е 17, може да се движи за кратко време, но не може да бъде дългосрочно. Въпреки това възниква въпросът! Все още има много предавки на пазара с по-малко от 17 зъба и те продължават да функционират добре, както показват снимките.
Някои потребители на интернет обаче посочват, че всъщност, като се промени производственият метод, е възможно да се произвеждат стандартни инволтирани зъби с по-малко от 17 зъба. Разбира се, такива скорости също са лесни за залепване (поради смущенията на скоростта, не се намира снимка, моля, представете си), и по този начин, тя наистина не може да се движи. Съществуват и много съответни решения, най-често използваните са офсетни зъби (вулгарно казано, това е да се премести инструментът малко при рязане), а също така има спираловидни зъби, циклоидни зъби и т.н. Съществува и универсална цикло
Мнение на друг потребител на интернет: Изглежда, че всички все още вярват в книгите твърде много, и не знам колко хора са проучили задълбочено предавките в работата си. Изводът за това, че зъбите на зъбите на предавките са по-големи от 17 в механичния принцип за несъздаване на подрязване, се основава на това, че горният ъгъл R на предната граве на инструмента за резка на зъбите е 0. Всъщност, как инструментите в индустриалното производство могат да нямат R ъгъл? (Без ъгъл R инструментът е остър и напрежението е концентрирано, лесно се напуква при топлинна обработка и лесно се износва или пуква при употреба). И дори ако инструментът няма R ъгъл, максималният брой зъби, където се случва подрязване, не е задължително 17 зъба, така че твърдението, че 17 зъба са условието за подрязване, всъщност е отворено за дискусия! Нека да видим няколко снимки.
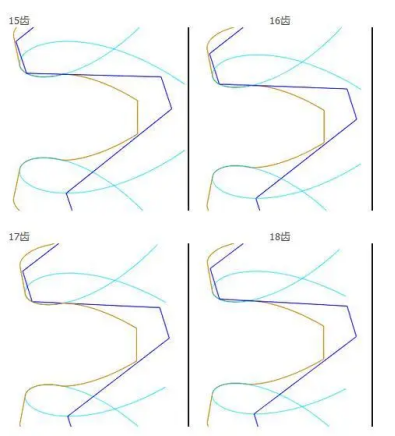
От фигурата може да се види, че при използване на инструмент с горния ъгъл R на предната гравираща лицевина като 0 за обработка на зъби, няма очевидна промяна в кривата на коренния преход от 15 зъби на 18 зъби. Защо 17 зъба са броят на зъбите, при които инвалутираните прави зъби започват да се подрязват?
Смятам, че тази фигура, която илюстрира концепцията, трябва да е позната на студентите по машиностроене, които са използвали генератор на скорости. Може да се види, че размерът на ъгъла R на инструмента влияе на подрязването на предавката.
Лилиевата издължена външна крива на епитрохоида на коренната част на зъба на фигурата е линията на профила на зъба след подрязване на корена на зъба. До каква степен намаляването на корена на зъбите на даден състав ще повлияе на използването му? Това се определя от относителното движение на другия върх на зъба на предавката и от резерва на якост на корена на зъба на предавката. Ако зъбният връх на съединителната уредба не се смесва с подрязаната част, тогава тези две скорости могат да се въртят нормално (Забележка: Подрязващата част е неинволвиран зъбния профил. Свързването на неинволвиран зъбен профил с инволвиран зъбен профил при неспециални условия на проектиране обикновено е несъюзно, т.е. ще попречи).
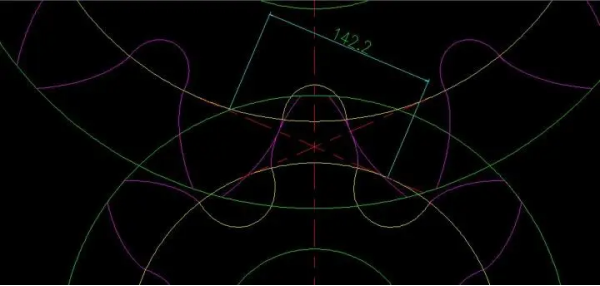
От тази фигура може да се види, че линията на мрежовата линия на тези две зъби просто се търка срещу кръга с максимален диаметър, съответстващ на преходната крива на двете зъби (Забележка: лилавата част е инволтния зъбен профил, жълтата част е подря Точката на смесване на двете зъби в всяка позиция е на тази линия), т.е. тези две зъби могат да се смесват нормално. Разбира се, това не е позволено в инженерната техника, дължината на линията за оцветяване е 142,2, и тази стойност / база на пещерата = съотношение на припокриване.
Някои хора казват също: Първо, предпоставката на този въпрос е погрешна. Броят на зъбите, по-малък от 17, няма да повлияе на употребата (описанието на този пункт в първия отговор е погрешно, трите условия за правилното оцветяване на зъбите не са свързани с броя на зъбите), но 17 зъба ще имат някои неудобства при обработката при определени специфични Ето още информация за някои знания за зъбите.
Първо, нека поговорим за инволвътната крива. Инволутната крива е най-широко използваният тип профил на зъбите на предавките. Защо е инволта? Каква е разликата между тази права линия и права линия, дъга? Както е показано на фигурата по-долу, това е полузъбна инволта крива.
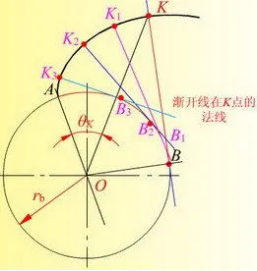
Инволътната крива може да бъде описана в едно изречение като траекторията на неподвижна точка по права линия, когато линията се търкаля по кръг. Предимството е очевидно. Когато две инволтирани криви се преплитат, както е показано на фигурата по-долу.
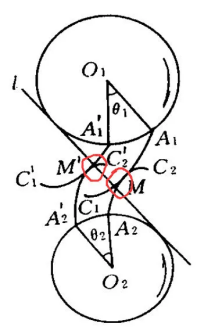
Когато двете колела се въртят, в точката на контакт (като M, M'), посоката на силата винаги е по една и съща права линия, а тази линия е перпендикулярна на контактната повърхност (сечение) на двете инволтирани форми. Тъй като е перпендикуларна, няма да има "плъзгане" и "триене" между тях, което обективно намалява триенето по време на затягане на предавките, не само подобрявайки ефективността, но и удължавайки живота на предавките.
Разбира се, тъй като най-широко използван тип зъбен профил - инволтационната крива, това не е единственият ни избор.
Да поговорим за "подценяване" отново. Като инженери, ние не само трябва да разгледаме дали е възможно на теоретично ниво и дали ефектът е добър, но по-важното, ние трябва да намерим начини да представим теоретичните неща, което включва избор на материал, производство, прецизност, изпитване и други връзки.
Общите методи на обработка на зъбните предавки обикновено се разделят на метод на формиране и метод на производство. Методът на оформяне е директно изрязване на формата на зъба с инструмент, който съответства на формата на пролуката между зъбите. Това обикновено включва фрезови резачки, лепенки, шлифовачи и т.н.; методът на производство е по-сложен, който може да се разбере като две зъбни колела, една зъбна колела е много твърда (инструмент), а другата все още е в празно състояние. Процесът на оцветяване е от далечно разстояние постепенно преминаване към нормалното оцветяване, по време на което се реже новата предавка. Ако сте заинтересовани, можете да намерите "Механичен принцип" за конкретно проучване.
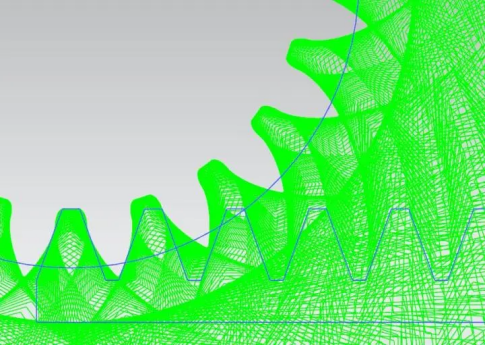
Методът на генериране е широко използван, но когато зъбатото колело има по-малко зъби, линията на върха на инструмента и линията на захвърлянето ще надминат граничната точка на захвърляне на обработваното колело, и в този момент корена на обработваното колело ще бъде прекалено премахнат. Тъй като подрязаната част надминава граничната точка на захвърляне, това не влияе върху нормалното захвърляне на колелото, но недостатъкът е, че намалява силата на колелото. Такива колела, когато се използват в тежки условия, например в карни, са склонни да се разбиват зъбите си, както е показано в фигурата по-долу – моделът на 2-модулно колело с 8 зъба, обработено нормално (с подрязване).
И 17 е лимитът на зъбите, изчислени по стандарта на предавките в нашата страна. Звъните с по-малко от 17 зъба ще имат "феномен на подрязване", когато се обработват нормално с метода на генериране, и в този момент методът на обработка трябва да бъде коригиран, като например изместване, както е показано на фигурата по-долу е 2-модулната 8-
Разбира се, описаното тук съдържание не е изчерпателно и има много по-интересни части в механиката. Има и повече проблеми при производството на тези части в инженерната индустрия. Тези, които се интересуват от златен прах, може да обърнат повече внимание.
Заключение: Броят на зъбите 17 произтича от метода на обработка и също зависи от метода на обработка. Ако промените или подобрите метода на обработка на зъбите, като например метода на формиране, изместване на обработката (в случая се отнася специално до цилиндрични зъби с прави зъби), няма да има феномен на подрязване и няма да има ограничение на броя на зъбите 17.
Освен това, от този въпрос и отговорите му, може да се види, че една характеристика на механичната дисциплина е високата комбинация от теория и практика.
Мнение на потребителите: Първо, твърдението, че скоростните колела с по-малко от 17 зъба не могат да се въртят, е погрешно. Нека накратко ви представим как се е появило числото 17.
Звъните са механични компоненти с зъби на ръба, които непрекъснато се свързват, за да предават движение и енергия. Профилите на зъбите на зъбите включват инволта, кръгова дъга и т.н., а инволта се използва по-широко.
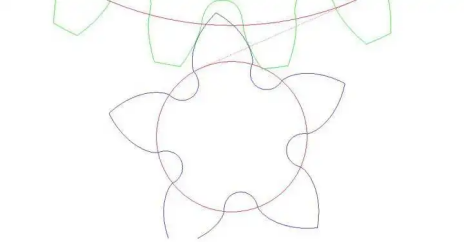
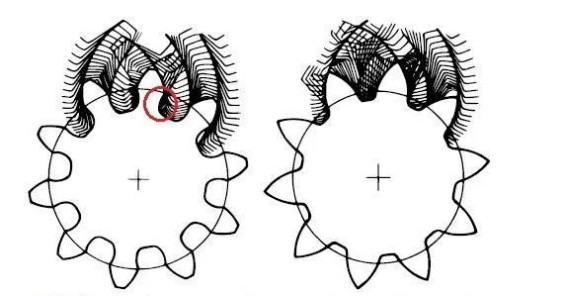
Инволутните зъби се делят на правозъбни цилиндрични зъби/винтови цилиндрични зъби и т.н. За стандартни правозъбни цилиндрични зъби, коефициентът на височината на зъбовете е 1, коефициентът на височината на корена е 1.25, а натисканият ъгъл е 20°. Обработката на зъбен колел обычно използва метода на генериране, т.е. движението на инструмента и зъбения преград при обработката е като за мрежуване на две зъбени колела. При обработката на стандартни зъбени колела, ако броят на зъбовете е по-малък от определена конкретна стойност, инволутната крива на профила на корена на зъбения преград ще бъде отрязана, което се нарича подрязване, както е показано в лявата картинка по-долу. Подрязването сериозно влияе върху силата на зъбеното колело и гладкостта на предаването. Минималната стойност, при която не се случва подрязване, е 2*1/sin(20)^2 (1 е коефициентът на височината на зъбовете, 20 е натисканият ъгъл).
Броят на зъбите 17 тук е за стандартни цилиндрични зъбни зъби. Имаме много начини да избегнем подрязването, като например да сменяме скоростта, т.е. да преместим инструмента далеч от или близо до центъра на въртенето на зъбния празен. Тук, за да се избегне подрязване, е необходимо да се избере да се отдалечи от контурния център на въртенето, както е показано на дясната фигура по-долу, и пълният профил на инволтната крива излиза отново.
След смяна на скоростта, скоростта може да се върти без да бъде засегната. Както е показано по-горе, чрез подходящо изместване може да се върти и предавка с 5 зъба. Всъщност спираловите зъбни колела могат също така да избегнат подрязване или да намалят минималния брой зъби, когато се налага подрязване.
T Той е с числото 17. Не че зъбите с по-малко от 17 зъба не могат да се въртят, но ако има по-малко от 17 зъба, е лесно да се отреже част от кривата на вълната в корените на зъбната система по време на обработка на зъбната система, т.е. подрязване, Що се отнася до това как да го изчислим, това е изцяло математически проблем, позовавайте се на формулата по-горе, с ъгъла на масата a = 20 градуса, минималният брой зъби, които не се случват подрязване е 17.
Мнението на потребителите: Дали броят на зъбите на предавките може да бъде по-малък от 17 е въпрос, който си струва да се обмисли. За стандартните зъбни предавки броят на зъбите не може да бъде по-малък от 17. - Защо? - Не знам. Защото когато броят на зъбите е по-малък от 17, предавката ще има феномен на подрязване.
Така нареченото подрязване се отнася до състоянието, при което линията на зъбния върх на инструмента прекъсва твърде много в корена на предавката при определени условия по време на рязане на предавката с генериращия метод и част от профила на инволтната крива в корена на предавката
 Метод на генериране
Метод на генериране 
Методът на генериране (известен също като метод на развитие) е техника за обработка на предавките, която използва принципа на обвивката от геометрията. След като се дадат профилите на инволвените зъби и ъгловия обем на движещата скорост w1, ъгловият обем на движената скорост w2 може да се получи чрез смесване на двата зъби, а съотношението i12 = w1/w2 е постоянна стойност. Това е така, защото по време на смесването на двата зъбни профила двата кръга на пещта извършват чисто валцуване. Тъй като кръгът на наклона 1 се търкаля чисто върху кръг на наклона 2, зъбният профил на скоростна лента 1 ще заема поредица от относителни позиции по отношение на скоростна лента 2, а обхватът на тези относителни позиции е зъбният профил на скорост С други думи, по време на чистото валцуване на двата кръга на печалбата, двата инволтационни зъбни профила могат да се разглеждат като взаимни обвивки.
Феномен на подценяване
Причината за подрязване: Когато пресечната линия на зъбния връх на инструмента и линията на масата надвишават граничната точка на масата N1 и инструментът продължава да се движи от позиция II, той ще отреже част от инволтирания зъбен профил, който вече е обработен в кор
Последствията от подрязване: Преводите с силно подрязване от една страна отслабват силата на огъване на зъбите, от друга страна намаляват степента на предаване на преводите, което е много неблагоприятно за предаването. Причината за подрязване: Когато пресечната линия на зъбния връх на инструмента и линията на масата надвишават граничната точка на масата N1 и инструментът продължава да се движи от позиция II, той ще отреже част от инволтирания зъбен профил, който вече е обработен в кор
За нестандартни зъбни предавки е допустимо да имат по-малко от 17 зъба.
Като казах всичко това, какво е вашето мнение? Не се притеснявайте да оставите коментар и да споделите ~




