 EN
EN
 AR
AR
 HR
HR
 BG
BG
 FI
FI
 NL
NL
 DA
DA

Kan antallet af tandskifter være mindre end 17?
Gengreb er en meget udbredt komponent i hverdagen, hvad enten det er luftfart, fragtskibe, biler osv. Når man dog designer og bearbejder tandhjul, er der krav til antallet af tænder. Nogle hævder at gear med mindre end 17 tænder ikke kan rotere, mens andre påpeger at der er mange gear med mindre end 17 tænder der fungerer ordentligt. Faktisk er begge disse udsagn rigtige. Ved du hvorfor?
 Hvorfor er antallet af tænder 17?
Hvorfor er antallet af tænder 17? 
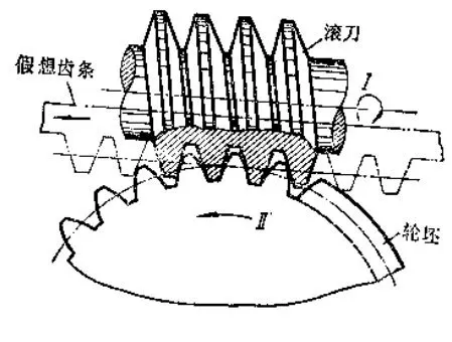
Hvorfor er det 17 og ikke et andet tal? Hvad angår nummer 17, så har det med fremstillingsmetoden at gøre. Som vist i figuren nedenfor er en almindeligt anvendt metode at bruge en pølse til at skære.
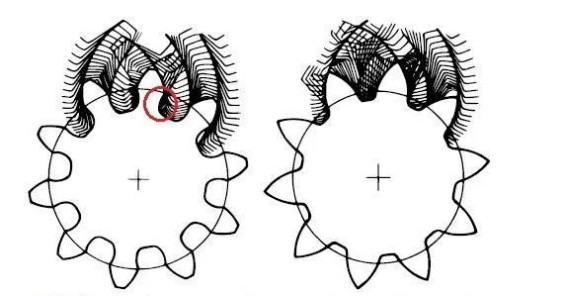
Når antallet af tænder er lille, opstår der et fænomen, der kaldes underskæring, hvilket påvirker maskinens styrke. Hvad er underbud? Det betyder, at roden er skåret. Læg mærke til den røde boks i figuren:
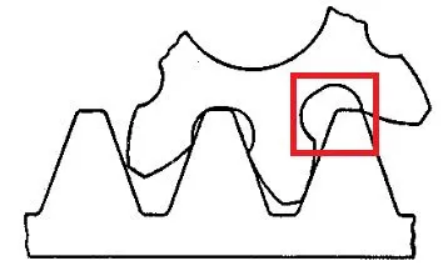
Når skæringspunktet mellem tandspidsen og skråningslinjen overstiger grænseforbindelsespunktet for det gear, der skæres, fjernes en del af den indviklede tandprofil ved roden af gearet. Dette fænomen kaldes underbud.
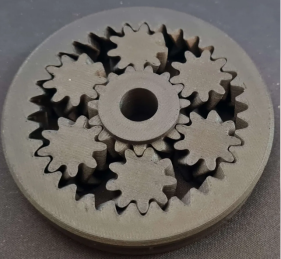
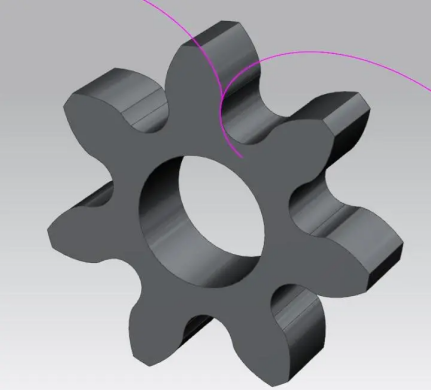
Under hvilke omstændigheder kan underbud undgås? Svaret ligger i tallet 17, som svarer til en tandspids højde koefficient på 1 og en trykvinkel på 20 grader. For det første kan gearet dreje, fordi det øverste og nederste gear skal være i godt forhold til hinanden. Kun når forbindelsen mellem de to er på plads, kan deres drift være et stabilt forhold. Hvis man tager involute gear som eksempel, kan en god mesh mellem de to gear spille sin rolle, som er opdelt i to typer: lige tandede cylindriske gear og spiralformede cylindriske gear. Standard lige gear har en tandspids højde koefficient på 1, tandrod højde koefficient på 1,25, og en trykvinkel på 20 grader Når gearbehandlingen, hvis gear tomt og værktøjet er som to gear. Hvis antallet af tænder i den blanke er mindre end en bestemt værdi, udgraves tandens rod, hvilket kaldes underskæring. Hvis underskæringen er for lille, vil det påvirke redskapets styrke og stabilitet. De 17 der nævnes her, er for gear. Hvis vi ikke taler om gearets arbejdseffektivitet, uanset hvor mange tænder det har, vil det fungere og kan fungere. Desuden er 17 et primtal, hvilket betyder at sammenfaldet mellem en gear tand og en anden gear tand er minimal i et vist antal kredse, og kraften vil ikke være på det samme punkt i lang tid. Gengreb er præcisionsinstrumenter, selv om der vil være fejl på hvert gear, men chancen for at armen slides forårsaget af 17 er virkelig for stor, så hvis det er 17, kan det bevæge sig i kort tid, men det kan ikke være på lang sigt. Dog opstår problemet! Der er stadig mange gear på markedet med færre end 17 tænder, og de fungerer stadig godt, som bevises af billeder.
Dog har nogle internettbrugere peget på, at ved at ændre fremgangsmåden er det muligt at producere standard involutgear med færre end 17 tænder. Selvfølgelig er sådanne gear også nemme at blokere (på grund af gearinterference, ingen billeder fundet, venligst forestil dig det), og på denne måde kan det virkelig ikke bevæge sig. Der findes også mange tilsvarende løsninger; forskydede gear er de mest almindelige (på en grov måde set, er det at flytte værktøjet lidt, når man skærer), og der er også skrugeare, cykloidegear osv. Der findes også universelle cykloidegear.
En anden netboers synspunkt: Det ser ud til at alle stadig tror for meget på bøger, og jeg ved ikke hvor mange der har grundigt studeret gear i deres arbejde. Det er ikke nødvendigt at anvende en sådan metode, hvis der er tale om en specifik funktion, der er bestemt til at sikre, at der ikke er en negativ effekt på den pågældende maskine. Hvordan kan værktøjerne i industriel produktion ikke have en R-vinkel? (Uden R-vinklen er værktøjet skarpt og spændingen koncentreret, let at sprække under varmebehandling og let at slitasje eller sprække under brug). Og selv om værktøjet ikke har nogen R-vinkel, er det maksimale antal tænder, hvor underskæring sker, ikke nødvendigvis 17 tænder, så udtalelsen om, at 17 tænder er betingelsen for underskæring, er faktisk åben for diskussion! Lad os se på nogle billeder.
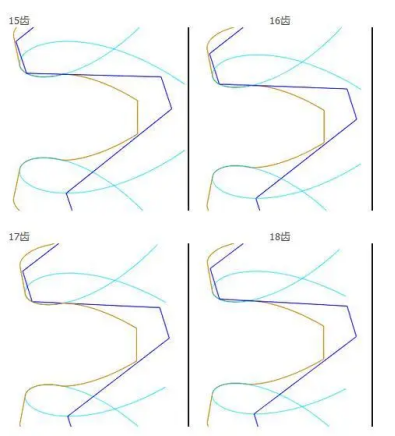
Fra figuren kan det ses, at når der bruges et værktøj med toppen R på den forreste skævningsoverflade som 0 til at bearbejde gearer, er der ingen tydelig ændring i rodovergangskurven fra 15 tænder til 18 tænder. Så hvorfor er 17 tænder antallet af tænder, hvor involutske rette tænder begynder at producere undercutting?
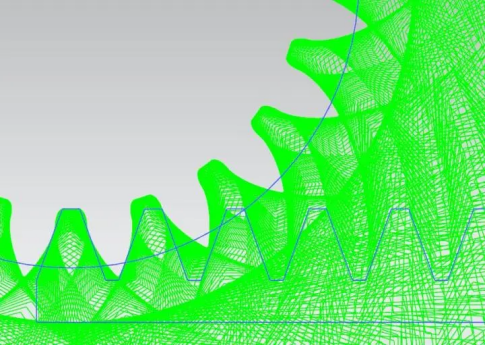
Jeg tror, denne figur, som illustrerer konceptet, bør være kendt for maskinbygningsstuderende, der har brugt en geargenerator. Det kan ses, at størrelsen af værktøjsvinklen R påvirker undercuttingen af gearet.
Den lilla udstrakte ydre epitrochoide kurve af tandroddel i figuren er tandprofillinjen efter at tandrodden er skåret under. I hvilket omfang vil nedskæringen af en redskabs tandrod påvirke dens anvendelse? Dette bestemmes af den relative bevægelse af en anden tandspids og styrkereserven for tandrodens rod. Hvis tandspidsen på parringsudstyret ikke er i mesh med underskæringsdelen, kan disse to gear dreje sig normalt (Bemærk: Underskæringsdelen er en ikke-involuteret tandprofil. En ikke-involut tandprofil med en involute tandprofil under ikke-særlige konstruktionsforhold er normalt ikke-konjugal, dvs. det vil forstyrre).
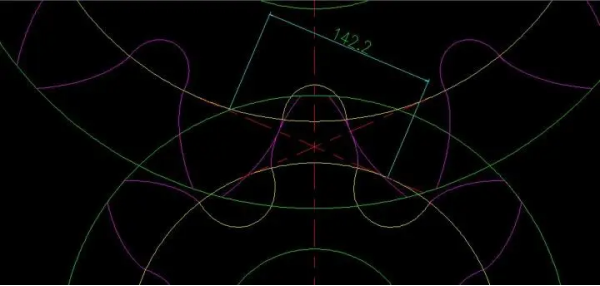
Fra dette tal kan det ses, at tandsammenligningslinjen for disse to gearer netop rører mod cirklen med maksimal diameter, der svarer til overgangskurven for de to gearer (Bemærk: Den purples del er involuts tandprofilen, den gule del er underskæringen, og tandsammenligningslinjen må ikke gå under basis-cirklen, da der ikke findes nogen involutelinde under basis-cirklen. Tandsammenligningspunktet mellem de to gearer på ethvert tidspunkt ligger på denne linje), dvs. at disse to gearer netop kan tandsammenligne normalt. Selvfølgelig er dette ikke tilladt i ingeniørfaget; længden af tandsammenligningslinjen er 142,2, og dette værdi \/ basisstreg = overlappsforholdet.
Nogle siger også: For det første er det forkert at stille dette spørgsmål. Antallet af tænder under 17 vil ikke påvirke anvendelsen (beskrivelsen af dette punkt i det første svar er forkert, de tre betingelser for korrekt maskering af tandhjul er ikke relateret til antallet af tænder), men 17 tænder vil under visse særlige omstændigheder have visse ulemper ved bearbejdningen. Her er mere at tilføje til en vis viden om gear.
Lad os først tale om den involute kurve. Den involute kurve er den mest anvendte type tandprofil. Hvorfor er det en involute kurve? Hvad er forskellen på denne linje og en lige linje, bue? Som vist i figuren nedenfor er det en halv tand involute kurve.
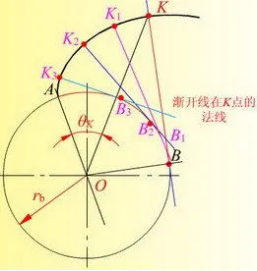
Den involute kurve kan beskrives i en sætning som bane for et ubevægeligt punkt på en lige linje, når linjen ruller langs en cirkel. Den er en åbenlys fordel. Når to involute kurver er sammenflettede, som vist i figuren nedenfor.
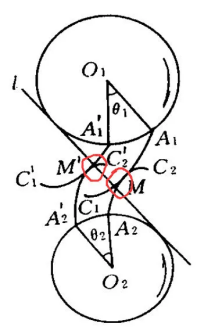
Når de to hjul drejer sig, er styrkenes retning altid på den samme lige linje ved kontaktpunktet (f.eks. M, M'), og denne linje er vinkelret på kontaktfladen (skæringen) af de to involute former. Da den er vinkelret, vil der ikke være "skred" og "friktion" mellem dem, hvilket objektivt reducerer friktionen under gearmaskning, hvilket ikke kun forbedrer effektiviteten, men også forlænger gearets levetid.
Den mest udbredte tandprofil er naturligvis ikke den indviklede kurve.
Lad os tale om "undercutting" igen. Som ingeniører må vi ikke kun overveje, om det er muligt på teoretisk plan, og om effekten er god, men endnu vigtigere, vi må finde måder at præsentere de teoretiske ting, hvilket indebærer materialevalg, fremstilling, præcision, test og andre forbindelser.
De almindelige forarbejdningsmetoder for gear er generelt opdelt i formningsmetode og produktionsmetode. For at formere tanden skal den direkte udskæres med et værktøj, der svarer til form af hullet mellem tænderne. Dette omfatter generelt fræsere, sommerfugle-slibningshjul osv.; generationsmetoden er mere kompleks, hvilket kan forstås som to gear, der meshes, et gear er meget hårdt (værktøj), og det andet er stadig i tom tilstand. Forløbet med mesh er, at man fra at være langt fra hinanden gradvist bevæger sig til den normale meshtilstand, hvor det nye gear skæres. Hvis du er interesseret, kan du finde "Mekanisk princip" til specifikt studium.
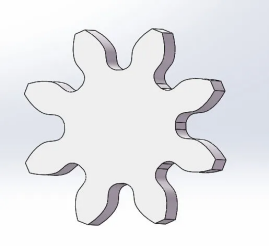
Generationsmetoden anvendes udbredt, men når redskabet har færre tænder, overstiger værktøjets tandtoplinje og maskeledningen grænseoverfladen for det gear, der skæres, og på dette tidspunkt fjernes roden af det gear, der behandles, for meget. Da den underskårne del overstiger grænseforbindelsespunktet, påvirker den ikke den normale forbindelse af redskabet, men ulempen er, at den svækker redskabets styrke. Sådanne tandhjul, når de anvendes i tilfælde med tung belastning, såsom gearkasser, er tilbøjelige til tandbrud, som vist i figur 2 nedenfor er modellen af et 2-modul 8-tandtandtandtandtandtandtandtandtandtandtandtandtandtandtandtandtand
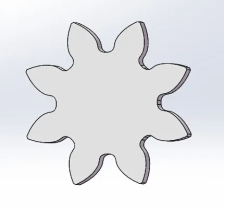
Og 17 er det maksimale antal tænder beregnet efter gearstandarden i vores land. Gengreb med mindre end 17 tænder vil have "underskæringsfænomen" ved normal behandling med generationsmetoden, og på dette tidspunkt skal behandlingsmetoden justeres, f.eks. skifte, som vist i figuren nedenfor er 2-modul 8-tandgreb behandlet ved skifte (liten underskæring).
Det indhold, der beskrives her, er naturligvis ikke omfattende, og der er mange flere interessante dele i mekanik. Der er også flere problemer med fremstillingen af disse dele i ingeniørindustrien. De, der er interesseret i guldpulver, må hellere være mere opmærksomme.
Konklusion: Antallet af tænder 17 skyldes forarbejdningsmetoden og afhænger også af forarbejdningsmetoden. Hvis man ændrer eller forbedrer gearbehandlingsmetoden, f.eks. formningsmetode, skiftbehandling (her henvises der specifikt til cylindriske tandgreb med lige tænder), vil der ikke være nogen underskæring, og der vil ikke være nogen grænse for antallet af tænder 17.
Desuden kan man ud fra dette spørgsmål og dets svar se, at et kendetegn ved den mekaniske disciplin er den høje kombination af teori og praksis.
Netbrugeres synspunkt: For det første er udtalelsen om, at gear med mindre end 17 tænder ikke kan rotere, forkert. Lad os kort præsentere hvordan tallet 17 opstod.
Gengreb er mekaniske komponenter med tænder på kanten, der kontinuerligt er sammenkoblet for at overføre bevægelse og kraft. Gengangsprofilerne omfatter involute, cirkulær bue osv., og involute gear anvendes mere udbredt.
Indbyggede tandhjul er opdelt i lige tandede cylindriske/helisk cylindriske, osv. For standard, lige tandede cylindriske tandhjul er tandspidshøjde koefficienten 1, tandrodhøjde koefficienten 1,25, og trykvinklen er 20°. Gengrebsbehandling anvender generelt genereringsmetoden, dvs. at værktøjets og tandblindets bevægelse under bearbejdningen er som et par mesh-gengreb. For standard gearbehandling, hvis antallet af tænder er mindre end en bestemt specifik værdi, vil den involute kurveprofil ved roden af tandhviden blive skåret af, hvilket kaldes underskæring, som vist i venstre figur nedenfor. Underkøbning vil have alvorlig indvirkning på gearets styrke og glat transmission. Denne ikke-optræden underskæring minimumsværdi er 2 * 1/sin ((20) ^ 2 (1 er tandspids højde koefficient, 20 er trykvinkel).
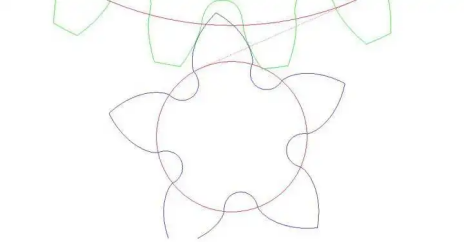
Antallet af tænder 17 her er for standard cylindriske tandhjul med lige tænder. Vi har mange måder at undgå at skære under, som f.eks. ved at skifte gear, dvs. at flytte værktøjet væk fra eller tæt på midten af tandblindet. Her er det nødvendigt at vælge at flytte sig væk fra rotationscentret, som vist i figuren nedenfor, og den komplette involute kurveprofil kommer igen.
Efter gearskiftet kan gearet rotere uden at blive påvirket. Som vist ovenfor kan et gear med 5 tænder også dreje ved passende skift. I virkeligheden kan spiralformede tandhjul også undgå underskæring eller reducere det mindste antal tænder, hvor underskæring forekommer.
t Han er nummer 17 er beregnet. Det er ikke sådan, at tandhjul med færre end 17 tænder ikke kan rotere, men hvis der er færre end 17 tænder, er det let at skære en del af den indviklede kurve i roden af tandhjulet under tandhjulbehandlingen, dvs. underskære, hvilket svækker tandhjulens styrke. Hvad angår hvordan man beregner det, er det helt et matematisk problem, henvises til formlen ovenfor, med mesh vinkel a = 20 grader, er det mindste antal tænder, der ikke forekommer undercutting 17.
Netbrugeres synspunkt: Er antallet af gear tænder mindre end 17 et spørgsmål der er værd at overveje. For standarddæk kan antallet af tænder ikke være mindre end 17. - Hvorfor? - Jeg er ikke sikker. Når antallet af tænder er mindre end 17, vil gearet have et underskæringsfænomen.
Ved såkaldt underskæring forstås det, at værktøjets tandspidslinje under visse forhold skærer for meget ind i gearets rod, når der skæres ved genereringsmetoden, og en del af den involute kurveprofil ved gearets rod skæres af.
 Genereringsmetode
Genereringsmetode 
Generationsmetoden (også kendt som udviklingsmetoden) er en gearbehandlingsmetode, der udnytter konvoluttprincipperne fra geometri. Efter at have givet involute tandprofiler og drivværkets vinkelhastighed w1, kan det drivne gear vinkelhastighed w2 opnås ved at messe de to tandprofiler, og gearforholdet i12 = w1/w2 er en konstant værdi. Dette skyldes, at de to tondecransrunder, der er fastgjort i forbindelse med sammenlægningen af de to tandprofiler, udelukkende ruller. Da pitch circle 1 udelukkende ruller på pitch circle 2, vil tandprofilen i gear 1 indtage en række relative positioner i forhold til gear 2, og omslaget af disse relative positioner er tandprofilen i gear 2. Med andre ord kan de to indviklede tandprofiler under den rene rulling af de to pitch circles betragtes som omslag af hinanden.
Fænomenet med undervurdering
Årsagen til underskæring: Når skæringspunktet mellem værktøjets tandspidslinje og maskelinjen overstiger maskegrænsepunktet N1 og værktøjet fortsætter med at bevæge sig fra position II, skærer det en del af den indviklede tandprofil, der allerede er bearbejdet ved roden, af.
Konsekvenserne af underskæring: Et gear med kraftig underskæring svækker på den ene side tændernes bøjefasthed, på den anden side reducerer det gearoverførselsgraden, hvilket er meget ugunstige for overførslen. Årsagen til underskæring: Når skæringspunktet mellem værktøjets tandspidslinje og maskelinjen overstiger maskegrænsepunktet N1 og værktøjet fortsætter med at bevæge sig fra position II, skærer det en del af den indviklede tandprofil, der allerede er bearbejdet ved roden, af.
For ikke-standarddrev er det acceptabelt at have færre end 17 tænder.
Hvad er Deres holdning? Læg gerne en kommentar og del den.




